















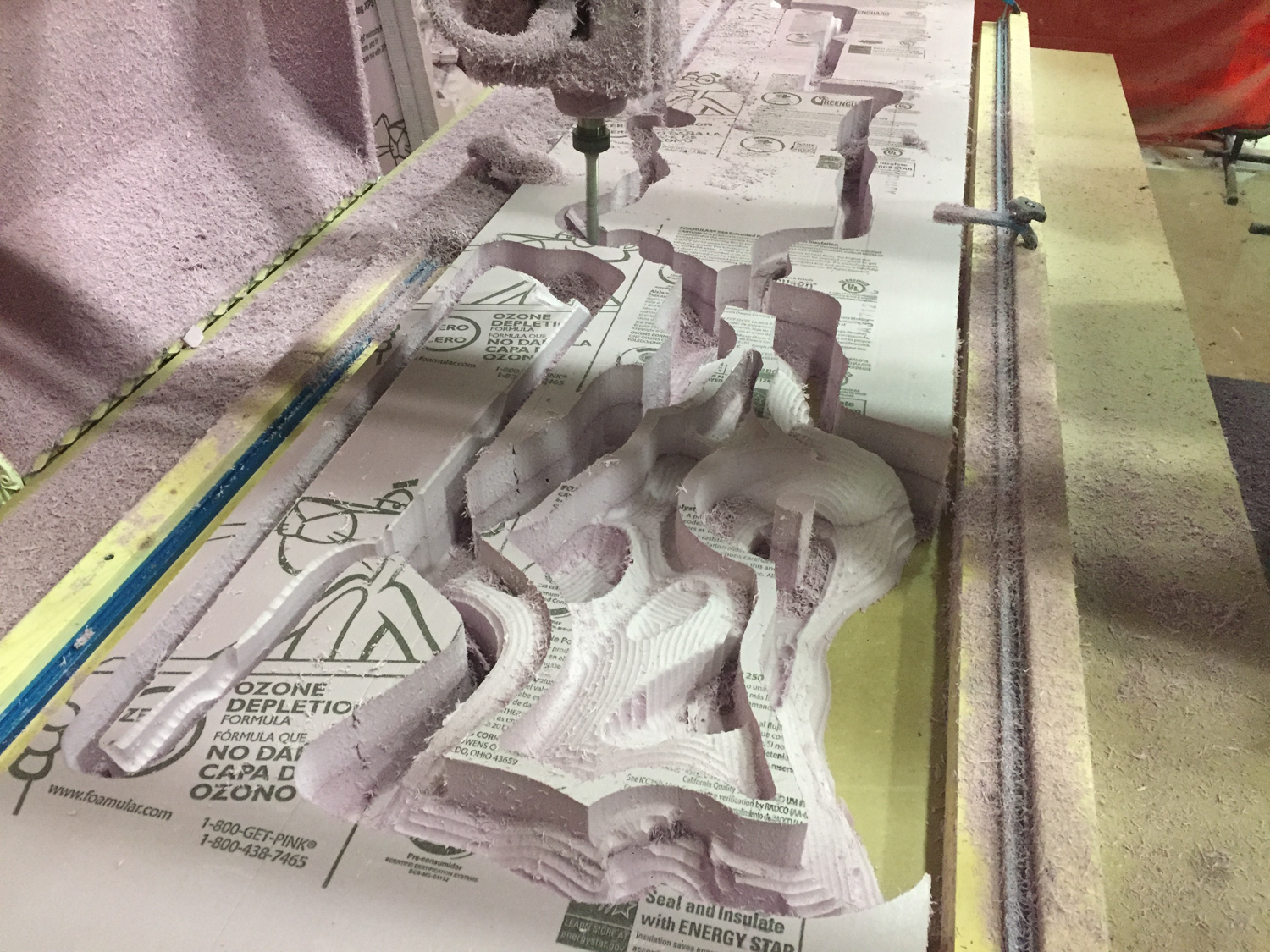











































































































































































































































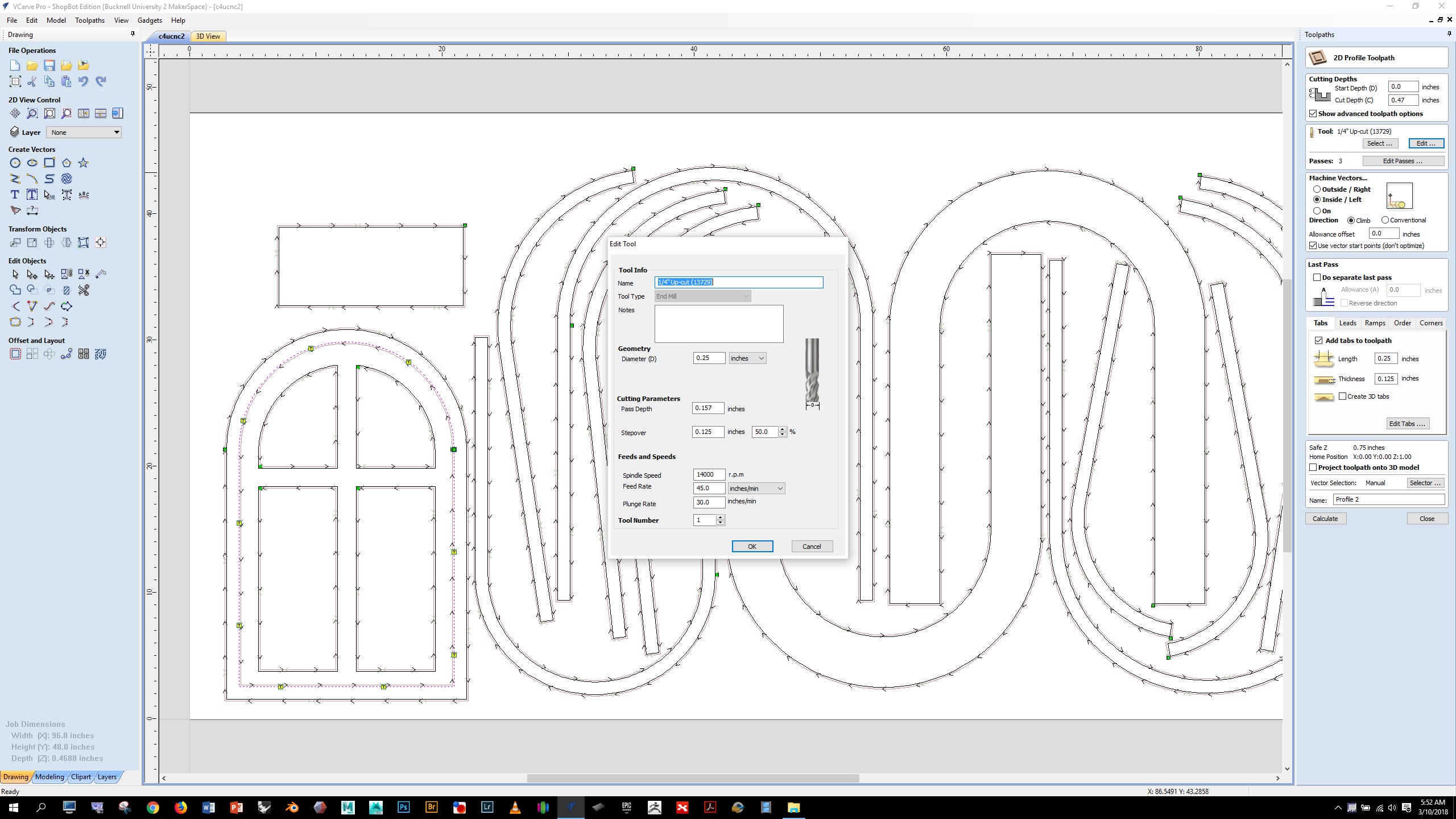
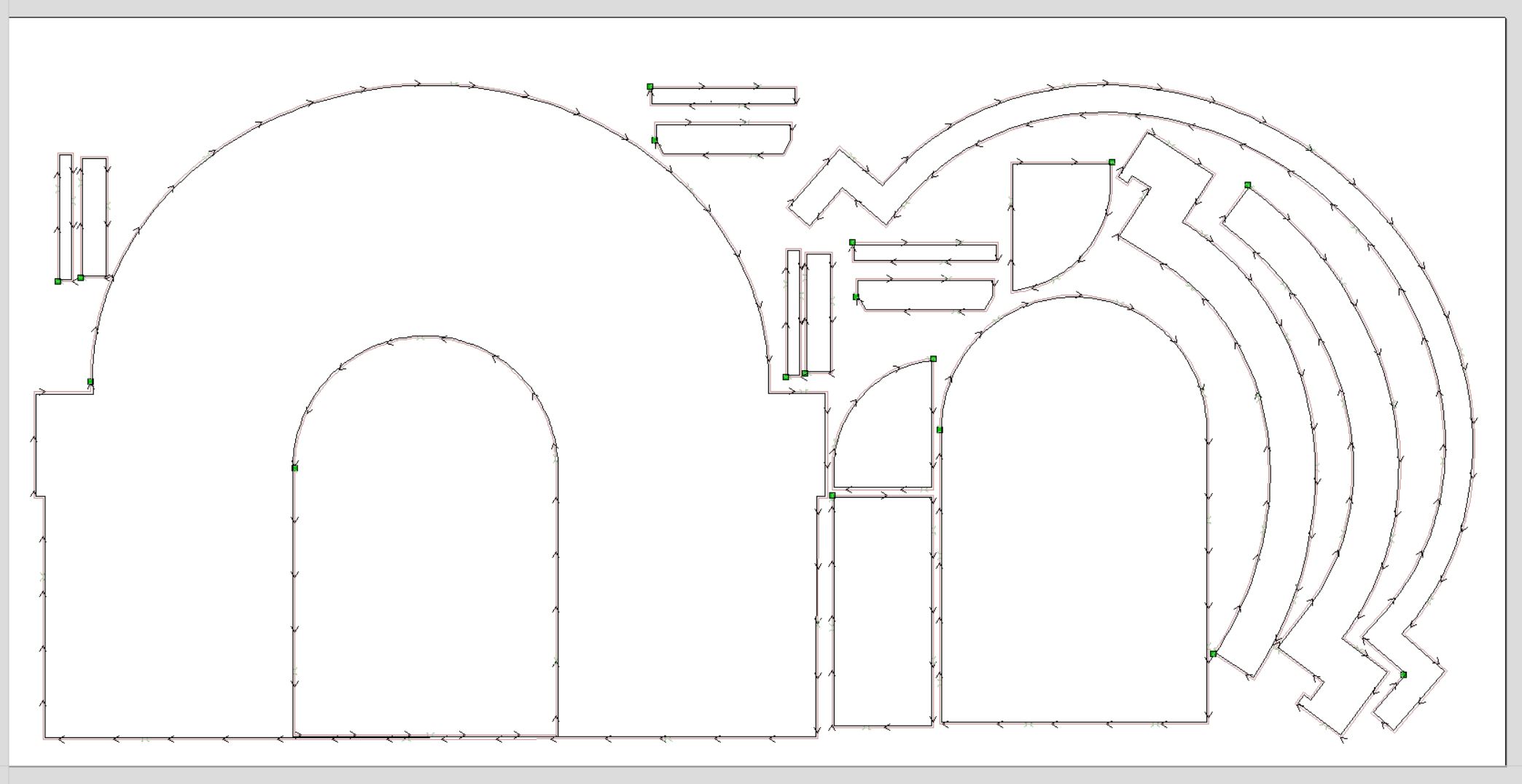

Used a two flute 1/4″ helix-shaped hss cutter which may have been a bit dull. The feed was very slow and the job shown above took 2.5 hours to complete
Ramblin Rollers sign V1
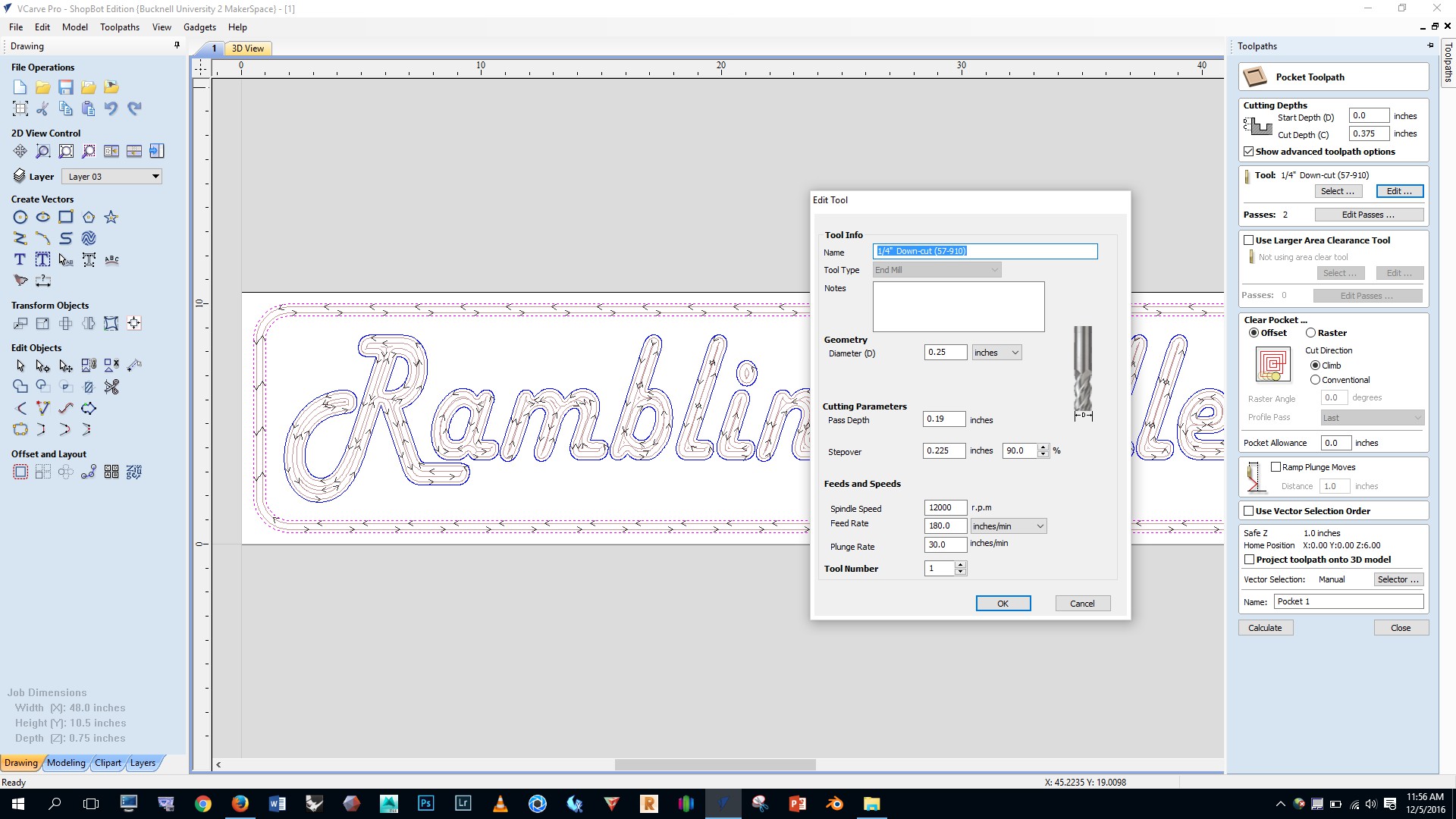

There was a lot of tearout on the first try so we lowered the feed rate quite a bit and also realized that on the first cut we were using an upcut bit rather than the desired downcut bit.
With a slower feed rate and a downcut bit the results were much better.



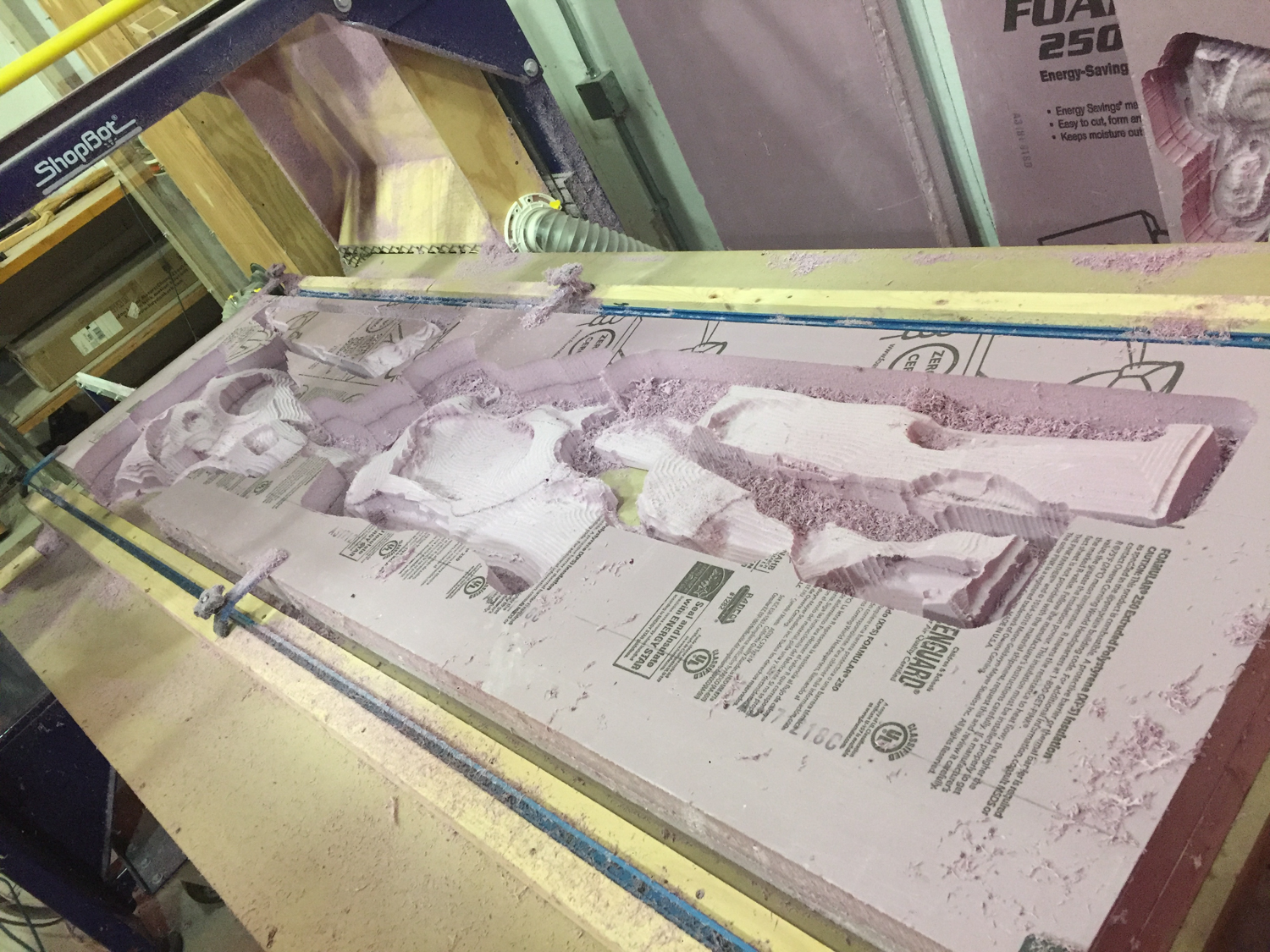
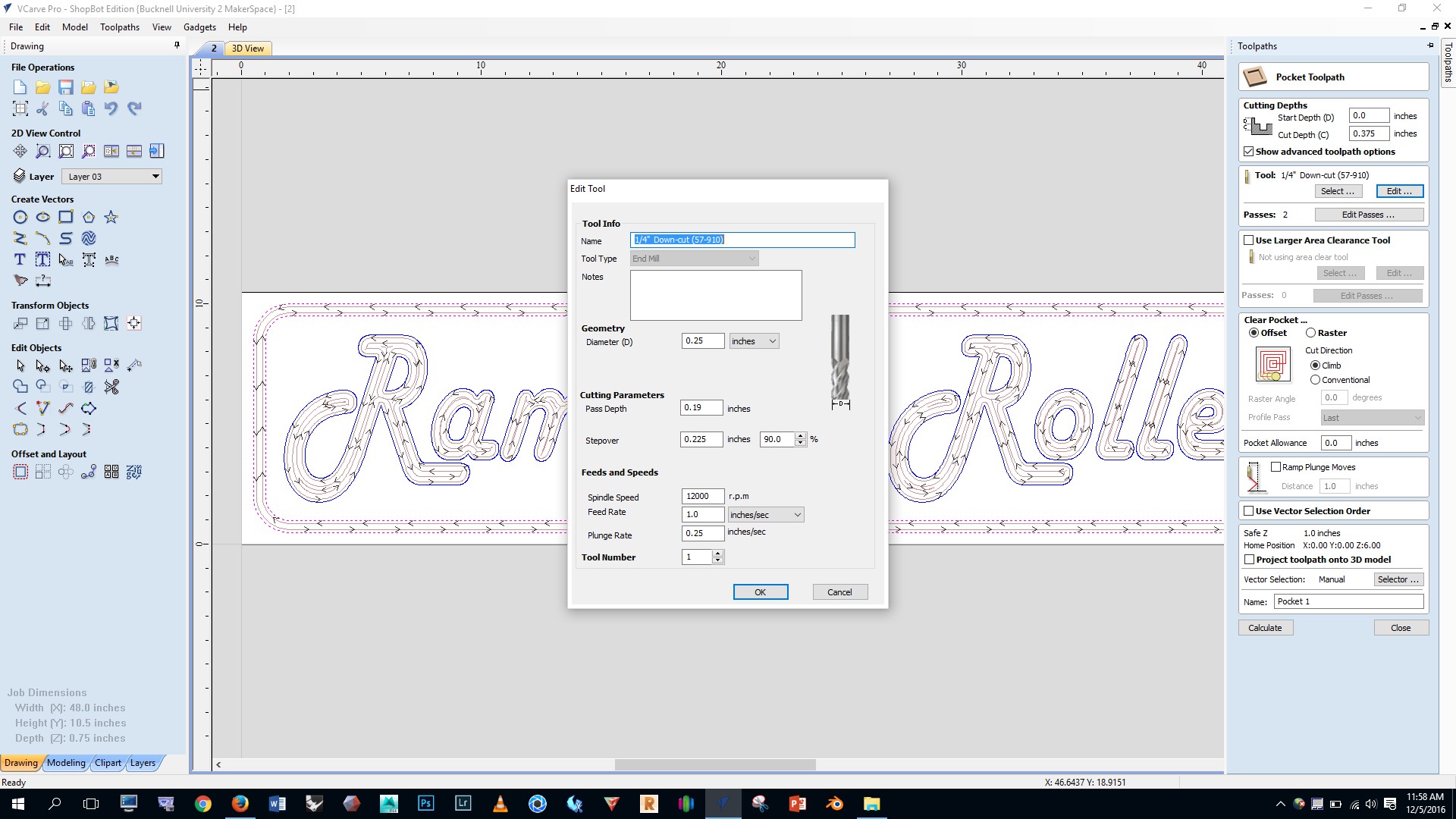
Nathan RJ’s settings and results. A feed rate of 1 inch per second worked well.



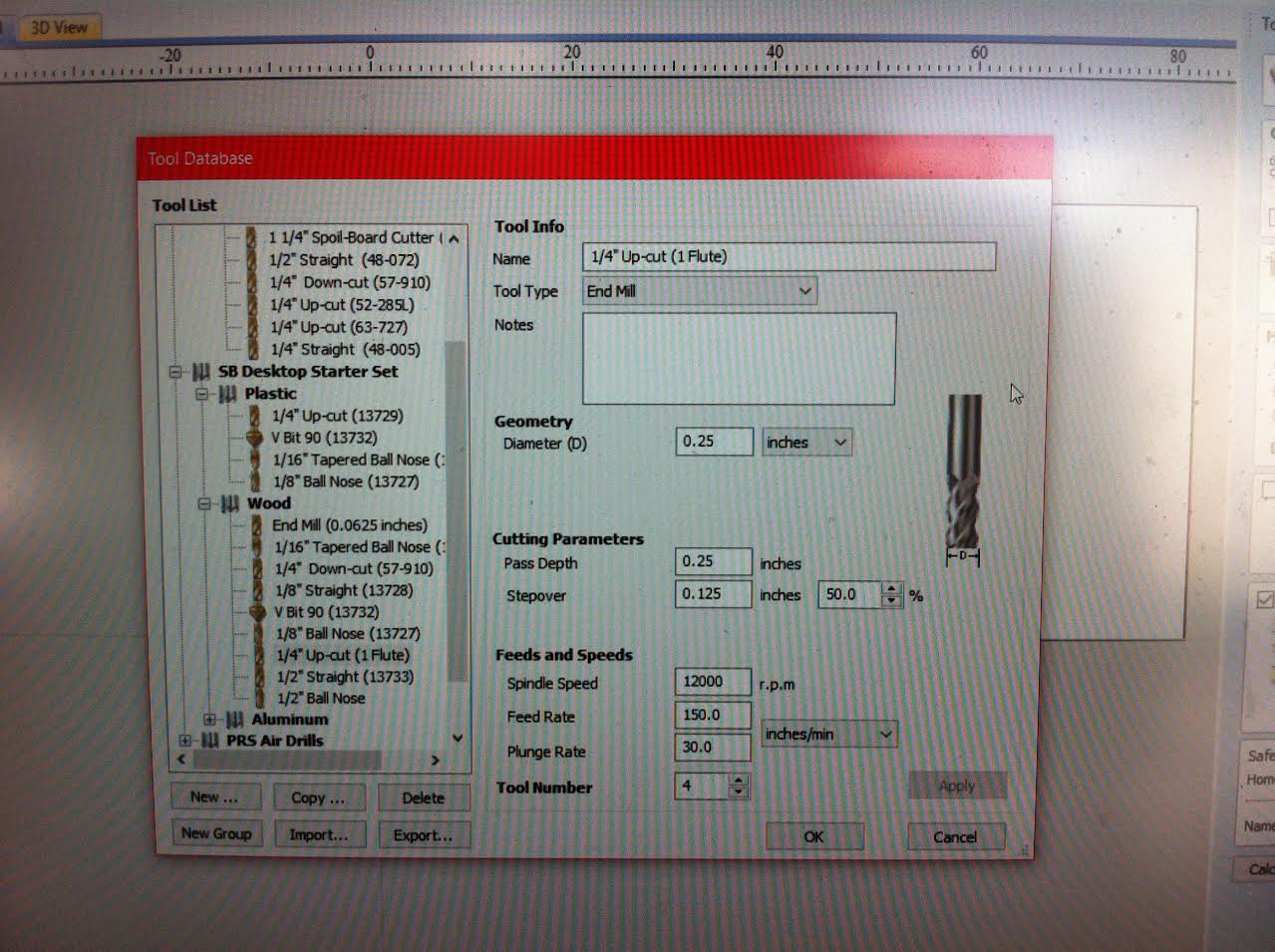
Diego changed the feed rate to 150 inches per minute and it cut just as smoothly and the chips look better:
|
12:11 PM (15 minutes ago) | |||
|
||||
Good Afternoon Joe,
I just talked to Matt, and according to him the answer to your question about locking the B Axes is no, Please try cutting your material at a slower rate, and that should take care of your issue. Please feel free to contact us if you have any further questions.
John
Technical Support
ShopBot Tools, Inc
3333B Industrial Drive, Durham NC 27704
Talk ShopBot Forum (for help and advice on CNC projects) www.TalkShopBot.com/forum